|
|
产品分类 |
- · ①土工,无机结合料仪器类
- · ②沥青及沥青混合料仪器类
- · ③水泥,混凝土,砂浆仪器类
- · ④集料,岩石试验仪器类
- · ⑤压力,拉力,万能试验机类
- · ⑥电子天平称量类
- · ⑦试验箱体类
- · ⑧路基路面现场测试仪器类
- · ⑨基桩,结构,无损检测类
- · ⑩试模筛具附件类
- · ⑪化玻仪器试剂类
- · ⑫交通安全设施仪器类
- · ⑬塑胶跑道抗滑值仪器
- · ⑭道路养护设备类
- · ▶土壤仪器类
- · ▶土工布仪器类
- · ▶管材检测仪器类
- · ▶防水卷材仪器类
- · ▶建筑门窗及墙体仪器类
- · ▶玻璃幕墙及玻璃仪器类
- · ▶建筑安全检测仪器
- · ▶建筑材料燃烧节能仪器类
- · ▶电器电缆仪器类
- · +高精度摆式摩擦系数测定仪,摆式仪标定架,摆式摩擦系数试块组
- · +路面渗水系数测量标准装置
- · +仪器检定设备及器具
|
加速磨光试验机,摆式仪,沥青针入度仪
全自动沥青抽提仪,沥青延伸度仪
沥青轮碾成型机,沥青车辙试验仪
沥青燃烧炉,磨光试件测试平台
表面振动压实试验,摆式仪配件
加速磨光试验机配件,沥青延伸度仪说明书
全自动沥青抽提仪技术参数,摆式仪橡胶片
|
|
| 当前位置:首页 > 新闻中心 > T0703-2025 沥青混合料试件制作方法(轮碾法) |
|
|
| T0703-2025 沥青混合料试件制作方法(轮碾法) |
| 关键字: T0703-2025 沥青混合料试件制作方法(轮碾法) 日期: 2025-12-2 10:02:25 点击 66213 次 |
JTG 3410-2025《公路工程沥青及沥青混合料试验规程》----19 沥青混合料成型试件 【T0703-2025 沥青混合料试件制作方法(轮碾法)】330
1.仪具与材料:
☞【轮碾成型机】
☞【取芯机】
☞【天平】
☞【电热鼓风干燥箱】
☞【温度计】
☞【切割机】
2.沥青混合料成型试件试验方法:
☞【T0702-2025 沥青混合料试件制作方法(击实法)】
☞【T0703-2025 沥青混合料试件制作方法(轮碾法)】
☞【T0704-2011 沥青混合料试件制作方法(静压法)】
☞【T0736-2025 沥青混合料试件制作方法(旋转压实法)】
3.仪具操作规程:
☞【101A-2型电热鼓风恒温干燥箱操作规程】
☞【101A-3型鼓风干燥箱试验规程】
☞【沥青轮碾成型机使用方法】
☞【沥青轮碾成型机操作规程】
☞【马歇尔电动击实仪试验规程】
4.仪具使用说明书:
☞【电热鼓风干燥箱说明书】
☞【数显恒温水浴使用说明书】
☞【电子天平说明书】
☞【沥青轮碾成型机使用说明书】
☞【马歇尔击实仪使用说明书】
5.沥青混合料成型试件仪具与材料:
☞【沥青混合料马歇尔击实仪(简称击实仪)】
☞【轮碾成型机】
☞【压力机】
☞【沥青旋转压实仪】
T0703-2025 沥青混合料试件制作方法(轮碾法)
1 目的与适用范围
1.1 本方法规定了在试验室用轮碾法制作沥青混合料试件的方法,以供进行沥青混合料物理力学性质试验时使用。
1.2 本方法制作的试件也可用于切割机切制成棱柱体试件,或在试验室用取芯机钻取圆柱体试件。
2 仪具与材料
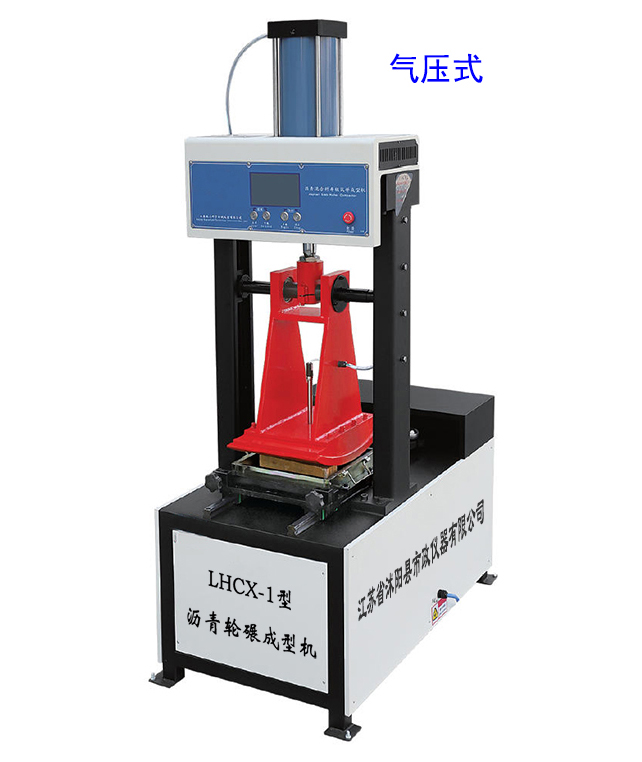
2.1 轮碾成型机:轮碾成型机可为如图T0703-1所示的配重式加载方式,也可为如图T0703-2所示的气压式加载方式。碾压轮外表面光滑、呈圆弧形,宽度为297~299mm,标准压实线荷载为300N/cm。牵引装置带动试模往返运动,行程等于试件长度。带加热装置进行碾压轮表面钢板加热,钢板厚度不小于12mm;可加热控温为100℃±1℃;碾压轮曲面长度为500~600mm,曲面半径为450~550mm。
2.2 试模:由高碳钢或工具钢制成,试模尺寸应满足相关规定的要求,可组装、撤卸。
(1) 对于车辙、弯曲、渗水及构造深度等试验:应采用宽300mm、长300mm、厚50~150mm的试模。厚度根据混合料公称最大粒径确定,对于不大于19mm的混合料,可为50mm;对于26.5mm的混合料,宜不小于75mm;对于大于26.5mm的混合料,宜不小于100mm。试模结构示意图如图T0703-3所示。 图T0703-1配重式轮碾成型机1-控制面板;2-试模;3-支撑架;4-带加热层的扇形碾轮;5-配重;6-框式加压杠杆;7-牵引装置图T0703-2气压式轮碾成型机1-加压气缸;2-带加热层的扇形碾轮;3-试模;4-牵引装置;5-控制面板图T0703-3试模1-底板;2-提手;3-宽度侧板;4-长度侧板
(2) 对于四点弯曲疲劳试验,采用宽300mm、长400mm、厚75mm的板块试模。
(3) 试模底板厚度不小于12mm。侧板厚度不小于15mm;长度侧板要高于宽度侧板,高差不小于15mm。试模内部长、宽、高的尺寸偏差为±2mm;试模内部的宽度与碾轮宽度之差不超过3mm。
(4) 厚度大于100mm的试模,应采用两层式试模。
2.3 切割机:试验室用金刚石锯片锯石机,宜采用专用的双锯片试件切割;有淋水冷却装置;切割厚度不小于试件厚度。
2.4 取芯机:用电力或汽油机、柴油机驱动,有淋水冷却装置。金刚石钻头内径为100mm±2mm或150mm±2mm,深度可调。应具有足够的功率,钻头转速不小于1000r/min。
2.5 电热鼓风干燥箱:大、中型各一台,装有温度调节器,并满足本规程T0602中2.1的要求。
2.6 天平:最大称量5kg以上的,感量1g;最大称量5kg以下时,用于称量矿料的感量为0.5g,用于称量沥青的感量为0.1g。
2.7 小型击实锤:钢制端部断面80mm×80mm,厚10mm,带手柄,总质量约0.5kg。
2.8 温度计:量程0~300℃,分度值1℃。宜采用有金属插杆的插入式数显温度计,金属插杆的长度不小于150mm。
2.9 水平靠尺:长度不小于350mm。
2.10 隔离剂:甘油、硅油、黄油等,不含影响沥青性能的溶剂,不得采用石油基材料。
2.11 隔离纸:废报纸等,一种裁剪成能够覆盖试模底座和四个侧面,一种裁剪成能够覆盖试件表面,可在隔离剂中适当浸渍、晾干。
2.12 其他:游标卡尺、秒表、粉笔、垫木、棉纱等。
3 轮碾成型机的校准
3.1 新轮碾成型机或每使用12个月,应检查其成型能力。
3.2 选择不少于3台轮碾成型机,宜包括不同厂家或不同型号的设备。
3.3 采用90号(或70号)沥青AC-13混合料,目标空隙率为4%±1%。按本方法往返碾压24次,每台轮碾成型机成型不少于3块试件。
注:目标空隙率一般为最佳沥青用量下的设计空隙率。
3.4 试件脱模后,沿碾压方向均匀、垂直切割成6个小块,测量每小块试件的毛体积相对密度,计算空隙率。再在每小块表面均布3个位置测量厚度,得到18个厚度值。
3.5 每台轮碾成型机,应满足如下要求:
(1) 其成型的每个试件的6个毛体积相对密度的偏差系数不大于0.5%,18个厚度的偏差系数不大于2.5%。
(2) 其成型的3个试件的毛体积相对密度平均值之差不大于1%。
(3) 成型试件平均空隙率与所有轮碾成型机成型试件的总体空隙率的差不大于±1%。
4 沥青混合料试样拌制
4.1 试件数量应满足相应的性能试验要求:
(1) 车辙试验,一组试件不少于3个;当预测动稳定度≥6000次/mm时,宜不少于5个。
(2) 弯曲、渗水和构造深度试验,一组试件一般为2个。
(3) 一组试件中,应增加一个备用试件,用于检验空隙率。
4.2 根据混合料公称最大粒径,选择试模尺寸。当试模厚度大于100mm时,应采用二层式试模,分层碾压成型试件。
4.3 用游标卡尺测量每介试模内部尺寸,计算试模容积;称取试模质量。根据沥青混合料目标空隙率、理论最大密度和试件容积,按本规程T0740中式(T0740-2)计算一个试件的沥青混合料试样质量。
注:目标空隙率一般采用设计空隙率,当采用其他空隙率时,应予以备注。
4.4 按本规程T0740确定试样拌和、成型温度。
4.5 室内拌制沥青混合料时,按本规程T0740进行取样、拌制试样,并进行养生。宜采用大容量沥青混合料拌和机一次拌和,当采用小型混合料拌和机时,可分多次拌和。养生过程中,检查试样温度;试样养生结束后尽快成型试件。
4.6 从拌和厂、运料车或施工现场取沥青混合料成型试件时,按本规程T0701进行取样、准备试样,并进行养生。养生过程中,检查试样温度;试样养生结束后尽快成型试件。
5 轮碾法成型板块试件方法及步骤
5.1 将组装好的试模、小型击实锤、铲子等置于100~120℃烘箱中加热1h备用。将轮碾机的碾轮表面预热至100℃左右。冷拌沥青混合料,不需要加热。
5.2 将预热的试模从烘箱中取出,放在水平面上。在试模中铺一张隔离纸,使底面及侧面均被纸隔离。取约一半试样(分多次拌和的应先混合在一起),用小铲由边至中按顺序转圈、均匀地装入试模中,用铲子轻拍四个角,用抹刀整平试样表面、轻轻按压。将剩余试样均匀地装入试模四角,在每个角轻拍5次,用抹刀沿着试模一周轻拍;用抹刀背面按压混合料,消除试模端部间隙,使其呈图T0703-4试样形状。T0703-4试样装模后形状示意图
5.3 用预热的小型击实锤由边至中转圈夯实一遍,修整成图T0703-5形状。T0703-5试样整形后形状示意图
5.4 用温度计检测混合料内部温度;待混合料达到成型目标温度±5℃时,在试样表面铺一张隔离纸,立即进行碾压成型。
5.5 将盛有试样的试模置于轮碾机平台上,调整试模位置使其与碾轮对中;轻轻放下碾轮垂直压在试样上,调整施加荷载使线荷载达到300N/cm。
5.6 启动轮碾机,碾压两个往返(4次)后停止。卸载,抬起碾轮,清除挤出试模外侧的混合料,将试模端部混合料向内侧挤压,使后续碾压时不致再挤出;将试模水平调转180°;施加相同的线荷载,继续碾压直至试件达到目标空隙率±1%。
注:对于道路石油沥青混合料、一般聚合物改性沥青混合料,一般12个往返(24次)、18个往返(36次)可达到目标空隙率。
5.7 成型后,移走试模,揭去试件表面的隔离纸,用粉笔在试件表面标记碾压方向。
5.8 沥青混合料置于室温下冷却不少于12h或一夜,对于聚合物改性沥青混合料,宜冷却不少于36h或两夜。
5.9 对于冷拌沥青混合料,可按如下方法之一进行养生、脱模:
(1) 在温度35℃±2℃、相对湿度20%±10%条件下,养生21d±4h;然后冷却不少于6h,至室温。当水泥用量低于0.5%时,可不进行湿度控制。该条件是标准试验条件,适用于各类性能试验。
(2) 室温下放置1d±2h;60℃±3℃烘箱中养生4d±2h;然后冷却不少于12h或一夜,至室温。该条件也适用于各类性能试验;但当水泥用量大于1.5%时,宜按标准条件养生21d。
(3) 试件碾压完成后迅速放置在60℃烘箱中烘干至恒重,不少于48h; 然后置于室温下冷却不少于12h或一夜。本试验仅适合于乳化沥青冷再生沥青混合料的配合比设计时检验动稳定度。其疲劳、弯曲等性能试验时,应按上述条件(1)或(2)进行养生和脱模。
6 试件处理和储存方法
6.1 检查试件的有效性。
(1) 随机选择一个试件,作为备用试件。在试件表面均布9点用游标卡尺测定厚度,测定点离边缘距离不小于50mm,取平均值。称量试件和试模质量,减去试模质量,得到试件质量,体积法计算试件空隙率;备用试件脱模,均匀、垂直切割成9个小块,测量每小块试件的毛体积相对密度,计算每小块试件的空隙率和平均空隙率。
(2) 若备用试件平均空隙率满足目标空隙率±1%、单个小块空隙率与平均空隙率之差≤±2%,体积法空隙率与一组试件体积法空隙率平均值之差≤±1%,且其平均厚度符合目标厚度±2.5mm、每个测点厚度与其平均厚度的相对偏差≤5%,则认为备用试件检验有效。若备用试件检验不合格,则该组试件均无效。
(3) 按上述(1)的方法,不脱模,测定每个试件厚度、体积法空隙率。
(4) 若一个试件的体积法空隙率与一组试件体积法空隙率平均值之差≤±1%,且试 件平均厚度符合目标厚度±2.5mm、每个测点厚度与平均厚度的相对偏差≤5%,则试件 检验有效。
6.2 对于车辙、构造深度等试验的试件,不脱模。对于渗水系数等试验的试件,冷却后脱模,清除试件表面、底面的废报纸等异物。
6.3 对于弯曲等试验的试件,冷却后脱模,脱模试件放置在厚度不小于8mm的钢板或 相同抗变形能力的平板上。按如下要求切割得到棱柱体试件:
(1) 切割机应匀速、缓慢切割完整试件,必要时试件在0℃以下适当冷却后再切割。启动切割机之前,打开冷却水并在整个切割过程中保持常开。
(2) 按试验要求的棱柱体试件尺寸,在轮碾成型的板块状试件表面规划切割棱柱体试件的数目,但边缘20mm部分不得使用。
(3) 切割顺序如图T0703-6所示,首先在与轮碾法成型垂直的方向,沿A—A切割第1刀作为基准面,再在垂直的B—B方向切割第2刀,准确量取试件长度后切割C—C,使A—A及C—C切下的部分大至相等。图T0703-6切割棱柱体试件的顺序
(4) 仔细量取试件切割位置,按图顺碾压方向(B—B方向)切割试件,使试件宽度符合要求。锯下的试件应按顺序放在平玻璃板上排列整齐,然后再切割试件的底面及表面。切割试件的尺寸应符合各试验的相关要求,应保证相应两端面平行且与试件轴线垂直,并标记编号、上下位置,长、宽、高方向。
注:梁式试件的长度方向为碾压方向,宽度、高度、表面方向与大试件相应方向一致。
(5) 将切割好的试件下方垫滤纸放在玻璃板上,试件之间间距不少于10mm;在不高于25℃室温下存放不少于12h 或一夜,至完全风干,其间定期挪动试件位置。也可用电风扇等加速风干。
6.4 冷却试件脱模后,根据需要,可按如下要求钻取圆柱体试件:
(1) 根据需要,可选用直径50~150mm 的金刚石钻头。将试件置于钻机平台上固 定,钻头垂直对准取样位置。开放冷却水,开动钻机,均匀地钻透试块。为保护钻头,在试 件下可垫上木板等。不得在试件边缘部分的20mm 内钻取芯样。
(2) 根据需要,可再用切割机切去钻芯试件的一端或两端,使其达到预定的试件高 度,应保证两端面上下平行且与试件轴线垂直。
(3) 对试件进行编号、标记上下位置。在不高于25℃室温下存放不少于12h 或一夜, 至完全风干。也可用电风扇等加速风干。
6.5 各试件在不超过25℃室温下存放备用,存放时间不宜超过7d,且不可堆叠。
7 报告
应在相应性能试验原始记录表中记录试件轮碾成型信息:
(1) 执行标准、取样目的或用途。
(2) 工程名称、拌和厂名称。
(3) 原材料信息(如沥青、矿料信息)、混合料类型。
(4) 成型日期、人员。
(5) 碾压成型机类型、线性荷载、试模尺寸;碾压成型温度、碾压次数;试件空隙率、厚度。
(6) (必要时)切割试件的尺寸、钻取芯样的尺寸。
(7) 其他需要说明的情况。
产品相关关键字:T0703-2025 沥青混合料试件制作方法(轮碾法)
如果您对T0703-2025 沥青混合料试件制作方法(轮碾法)感兴趣,想了解更详细的产品信息,请与销售部联系:13905696738
|
|
|
|