|
|
产品分类 |
- · ①土工,无机结合料仪器类
- · ②沥青及沥青混合料仪器类
- · ③水泥,混凝土,砂浆仪器类
- · ④集料,岩石试验仪器类
- · ⑤压力,拉力,万能试验机类
- · ⑥电子天平称量类
- · ⑦试验箱体类
- · ⑧路基路面现场测试仪器类
- · ⑨基桩,结构,无损检测类
- · ⑩试模筛具附件类
- · ⑪化玻仪器试剂类
- · ⑫交通安全设施仪器类
- · ⑬塑胶跑道抗滑值仪器
- · ⑭道路养护设备类
- · ▶土壤仪器类
- · ▶土工布仪器类
- · ▶管材检测仪器类
- · ▶防水卷材仪器类
- · ▶建筑门窗及墙体仪器类
- · ▶玻璃幕墙及玻璃仪器类
- · ▶建筑安全检测仪器
- · ▶建筑材料燃烧节能仪器类
- · ▶电器电缆仪器类
- · +高精度摆式摩擦系数测定仪,摆式仪标定架,摆式摩擦系数试块组
- · +路面渗水系数测量标准装置
- · +仪器检定设备及器具
|
加速磨光试验机,摆式仪,沥青针入度仪
全自动沥青抽提仪,沥青延伸度仪
沥青轮碾成型机,沥青车辙试验仪
沥青燃烧炉,磨光试件测试平台
表面振动压实试验,摆式仪配件
加速磨光试验机配件,沥青延伸度仪说明书
全自动沥青抽提仪技术参数,摆式仪橡胶片
|
|
| 当前位置:首页 > 新闻中心 > T0760-2025 沥青混合料磨光性能测定方法 |
|
|
| 关键字: T0760-2025 沥青混合料磨光性能测定方法 日期: 2025-12-30 19:27:09 点击 105200 次 |
JTG 3410-2025《公路工程沥青及沥青混合料试验规程》----28 沥青混合料表面特性 【T0760-2025 沥青混合料磨光性能测定方法】517
1.仪具与材料:
☞【沥青混合料加速磨光试验仪】
☞【电动铺砂仪】
☞【量砂】
2.沥青混合料表面特性试验方法:
☞【T0731-2000 沥青混合料表面构造深度试验】
☞【T0760-2025 沥青混合料磨光性能测定方法】
3.仪具操作规程:
☞【101A-3型鼓风干燥箱试验规程】
4.仪具使用说明书:
☞【电动铺砂仪使用说明书】
☞【PS-II型电动铺砂仪技术参数】
5.沥青混合料表面特性仪具与材料:
☞【手工砂铺仪】
☞【量砂】
☞【沥青混合料加速磨光试验仪】
T0760-2025 沥青混合料磨光性能测定方法
1 目的与适用范围
1.1 本方法适用于测定沥青混合料试件加速磨光不同次数后的摩擦系数,以评价沥青 混合料的抗磨光性能
1.2 本方法适用于测定室内成型试件,也适用于测定现场切割试件。
2 仪具与材料
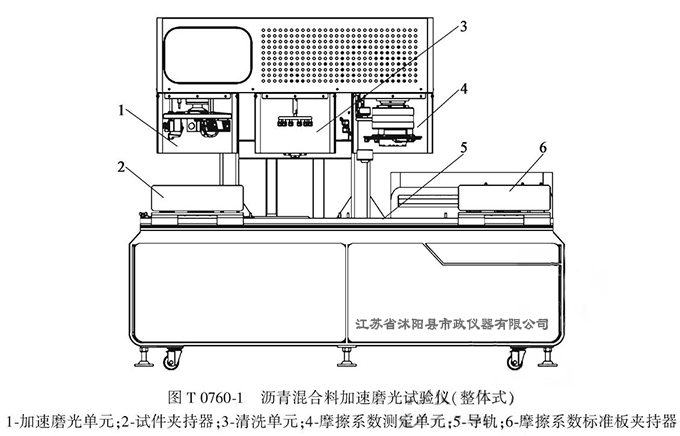
2.1 沥青混合料加速磨光试验仪:结构示意图如图T0760-1所示,包括喷砂系统、夹持装置、加速磨光系统、冲洗系统和摩擦系数测定系统组成,能够实现试件的磨光、清洗、摩擦系数的测定。这些系统可以是一个整体式,也可以是分体式。
2.2 喷砂系统。
(1) 用于试件表面预处理,以去除试件表面的沥青油膜。喷嘴直径6.3mm±0.2mm,与试件距离为70mm±5mm,喷砂方向与试件表面的夹角约75°±5°。
(2) 喷砂时,试件固定在转盘上,以速度24r/s±2r/s旋转,同时以600kPa±30kPa的气压向试件表面40mm宽度的环形待磨光区域均匀喷射磨料。图T0760-1沥青混合料加速磨光试验仪(整体式)1-加速磨光单元;2-试件夹持器;3-清洗单元;4-摩擦系数测定单元;5-导轨;6-摩擦系数标准板夹持器
2.3 夹持装置:包括试件夹持器和摩擦系数标准板夹持器,可满足固定300mm×300mm、厚度≤50mm的板块试件,或直径≤225mm、厚度≤50mm圆柱体试件。
2.4 加速磨光系统:主要由磨光盘、扭矩传感器、磨光液供给单元和荷载闭环控制单元等组成 。
2.4.1 磨光盘。
(1) 由3个沿圆周均匀分布的锥形磨光滚轮组成,其结构示意图及尺寸如图T0760-2所示。磨光盘配有升降装置,试验时能够下降接触试件表面产生392N±3N垂直荷载,且以500r/min±5r/min的速度在试件表面旋转磨光。
2图T0760-2磨光盘(尺寸单位:mm)1-磨光滚轮;2-石英粉水混合物投放口
(2) 磨光滚轮结构示意图及尺寸如图T0760-3所示,三维结构示意图如图T0760-4所示。磨光滚轮为实心设计,中心为金属材质,顶面直径为36mm±1mm,底面直径为80mm±1mm,高57.5mm±0.5mm。滚轮外部套筒为橡胶层,套筒可更换;橡胶层厚度8.5mm±0.5mm,按现行《硫化橡胶或热塑性橡胶硬度的测定第4部分:用邵氏硬度计法(邵尔硬度)测定压入硬度》(GB/T39693.4)或《硫化橡胶或热塑性橡胶压入硬度试验方法第1部分:邵氏硬度计法(邵尔硬度)》(GB/T531.1)测定23℃±2℃邵氏硬度应达到65A±3A;橡胶层表面8等分刻槽,凹槽初始尺寸为深4.5mm±0.5mm×宽3.5mm±0.5mm。 磨光滚轮应有检验报告,同时应标注生产日期;未使用的磨光滚轮应密封包裹,在4~10℃条件下避光存放4.5图T0760-3磨光滚轮(尺寸单位:mm)图T0760-4磨光滚轮三维结构示意图
2.4.2 扭矩传感器:能够在磨光过程中监测扭矩大小,扭矩测量量程为0~50N·m,精度±0.2%。
2.4.3 磨光液供给单元:包括水罐、搅拌器、恒温装置、水泵和喷嘴等。
(1) 水罐内带有搅拌器,用于搅拌石英粉水混合物,以保持其均匀。
(2) 恒温装置用于控制石英粉水混合物温度在20℃±5℃。
(3) 水泵流量为5.0L/min±0.5L/min;喷嘴的直径为8.5mm±0.5mm。在磨光试验时,将石英粉水混合物通过磨光盘的中心连续喷射在试件表面。
2.4.4 荷载闭环控制单元:能够在磨光过程中,保持磨光滚轮在试件表面施加392N±3N的垂直荷载。
2.5 冲洗系统:能够将磨光试件表面的石英粉等冲洗洁净,同时清除磨光单元表面石英粉水混合物。
2.6 摩擦系数测量系统:主要由摩擦测头、扭矩传感器、垂直荷载传感器、转速测定系统和供水系统组成。
2.6.1 摩擦测头。
(1) 摩擦测头的结构示意图及尺寸如图T0760-5所示,其底部安装有3个滑块,滑块角间距为120°±5°。摩擦系数测量时,摩擦测头转速可达50r/s,同时在试件表面施加静荷载253N±3N。图T0760-5摩擦测头(尺寸单位:mm)
(2) 滑块由一个带夹紧装置的环形金属支架组成,支架上装有橡胶片,其结构示意图及尺寸如图T0760-6所示』滑块宽度为14.5mm±0.1mm,与试件水平面接触平均长度为30mm±1mm。橡胶片的厚度为5mm±1mm,曲率半径为7.5mm±0.5mm;橡胶片,按现行《硫化橡胶或热塑性橡胶硬度的测定第4部分:用邵氏硬度计法(邵尔硬度)测定 压入硬度》(GB/T39693.4)或《硫化橡胶或热塑性橡胶压入硬度试验方法第1部分:邵氏硬度计法(邵尔硬度)》(GB/T531.1)测定23℃±2℃邵氏硬度应达到65A±3A,按现行《硫化橡胶回弹性的测定》(GB/T1681)测定23℃±2℃回弹值应满足67%~74%。滑块应有检验报告,同时应标注生产日期;未使用滑块应用密封包裹,在4~10℃条件下避光存放。
2.6.2 扭矩传感器:能够在摩擦系数测量系统制动过程中,完整测试扭矩,量程0~50N·m,精度±0.2%,采样频率不低于100Hz。
2.6.3 转速测定系统:能够在摩擦系数测量系统制动过程中,完整测试转速,量程不小于60r/s,精度±2r/s。
图T0760-6滑块(尺寸单位:mm)1-橡胶片;2-金属底座;3-平均接触长度注:L₁ 和L₂的平均值为30mm±1mm。
2.6.4 垂直荷载传感器:能够在摩擦系数测量系统制动过程中,完整测试垂直荷载,量程不小于4kN,精度±0.2%。
2.6.5 供水系统:在摩擦系数测量系统制动过程中,以20L/min±2L/min流量将水喷射在试件表面与摩擦测头接触面上。供水系统应具有控温功能,使水温保持在14℃± 2℃范围内。
2.7 摩擦系数标准板:摩擦系数标准板,尺寸为宽300mm×长300mm×厚7mm, 摩擦系数标准板标称值范围为8≈20。每一个标准板应有精确的标称值,其精度为标称值的±3。
注:标准板应由专业单位生产、专业单位定值,稳定性试验不少于2年,应附相关定值证书。
2.8 磨料标准样品:石英粉标准样品,二氧化硅含量90%~100%,0.075mm通过率为72%,0.15mm通过率97%,2mm通过率100%。每份磨料应有证书。
注:标准磨料应由专业单位生产、专业单位定值,稳定性试验不少于2年,应附相关定值证书。
2.9 试验用水:采用可饮用水。
2.10 磨光液:磨料液为按石英粉62g±2g、水1L混合而成的石英粉水混合物。
表T0760-1刚玉级配范围筛孔直径(mm)通过率(%)2.00100
筛孔直径(mm)通过率(%)
1.0090~100
0.7130~40
0.500~15
0.250~5
2.12 磨光标准试件:磨光标准试件,尺寸为宽300mm×长300mm×厚50mm,磨光90000次后摩擦系数标称值范围为10~40。每一个标准板应有精确的标称值,其精度为 标称值的±3。
注:标准板应由专业单位生产、专业单位定值,稳定性试验不少于2年,应附相关定值证书。
3 试验准备
3.1 整个试验应在温度20℃±5℃、相对湿度50%±15%条件下进行。试验之前,沥青混合料加速磨光试验仪,应在温度20℃±5℃、相对湿度50%±15%条件下恒温120min以上,磨光滚轮、滑块应在相同条件下恒温12h以上。
3.2 喷砂系统
3.2.1 每年进行喷砂系统清理。
3.2.2 每年检查喷砂方向与试件表面的夹角、喷砂系统的气压。
3.3 磨光系统
3.3.1 新磨光系统或每使用一年,采用标准磨光试件进行标定一次。按本试验方法进行标准磨光试件磨光90000次,测定其磨光值,与其标称值之差不大于±3。
3.3.2 每年检查磨盘的垂直荷载和转速、扭矩传感器精度。
3.3.3 每半年检查磨光液供给单元水泵流量。
3.3.4 每次磨光之前应清理磨盘、夹持器上黏结的杂质,检查磨盘轴承能否自由运动,检查磨光液供给系统是否工作正常,并提前30min将石英粉水混合物温度控制在25℃±5℃。
3.4 磨光滚轮准备
3.4.1 新的磨光滚轮以3个为一组,应进行预磨。
(1)采用试件或磨光过的试件,按本方法磨光不少于300000次,直至扭矩稳定。
(2)采用标准磨光试件,按本方法磨光90000次,按本方法测定摩擦系数,检验测定 磨光值与其标称值之差应≤±3。
(3)预磨后的磨光滚轮进行标记,并记录第一次使用的时间。
3.4.2 每次使用之前,检查磨光滚轮。当出现以下任何情况时,应更换滚轮套筒,一次同时更换三个滚轮套筒。
(1)滚轮套筒有破损、发黏,橡胶表面因磨损尺寸不满足要求或不均匀磨损,或磨光时试件表面出现深色磨损痕迹,应予以更换。
(2)上一次试验过程中,出现2次以上在磨光次数的10%到90%范围内的扭矩测量结果波动超过平均值的±10%的情况。
(3)套筒自预磨后,使用或存放超过2年,应子以更换。
3.4.3 磨光滚轮不使用时,应卸下来,密封包裹,在4~10℃条件下避光存放。
3.5 摩擦系数测试系统
3.5.1 新摩擦系数测定系统或每使用6个月,采用摩擦系数标准板进行标定;按本试验方法测定摩擦系数标准板的摩擦系数,与其标称值之差不大于±3。
3.5.2 每年应清理磨光系统。
3.5.3 每年检查扭矩传感器、转速测定系统、垂直荷载传感器精度。
3.5.4 每半年检查磨光液供给单元水泵流量。
3.5.5 每次测定摩擦系数之前应检查供水系统是否工作正常。每次摩擦系数测定时,提前30min将供水系统水温控制在14℃±2℃。
3.6 滑块准备
3.6.1 新的滑块以3个为一组,应进行预磨。
(1)采用摩擦系数标准板,测试不少于5次;检验测定磨光值与其标称值的相对误差应不大于标称值±3。
(2)预磨后的滑块进行标记,并记录第一次使用的时间。
3.6.2 每次使用前检查滑块。当出现下列任何情况时,应更换滑块,一次同时更换三个滑块:
(1)滑块有破损、变形、不均匀磨损,橡胶表面因磨损厚度小于2mm,应予以更换。
(2)采用摩擦系数标准板,检验测定磨光值与其标称值的相对误差应不大于标称值±3。
(3)滑块自预磨后,使用或存放超过1年,应予以更换。
3.6.3 滑块不使用时,应卸下来,密封包裹,在4~10℃条件下避光存放。
3.7 标准样品准备
每一批标准样品应有定值证书,检查磨光标准试件、喷砂标准样品、磨料标准样品、摩擦系数标准板等状态是否正常。
3.8 试件准备
3.8.1 按本规程T0703用轮碾法成型宽300mm×长300m×厚50mm板块状试件。实测试件高度、密度和空隙率,实测空隙率与设计空隙率之差应小于或等于1%。一组不少于2个有效试件
3.8.2 也可按T0701现场切割宽300mm×长300m板块状试件,或现场钻芯取直径225mm试件,不宜采用表面有剥落等缺陷的试件。当试件厚度过厚,应按T0701要求将底部予以切割,使厚度达到50mm,切割平面与试件表面平行;当试件底面不水平与表面不平行时,应按T0701要求将试件放入模板中采用石膏固定等调平。
3.8.3 对于室内制件,或现场切割、钻芯试件,表面未经行车荷载作用的试件,应按如下要求进行喷砂处理:
(1)若试件表面潮湿,用电风扇等吹干。
(2)试件表面朝下水平放在一个平板上,在5℃±3℃条件下保温不少于120min。
(3)试件表面朝上,采用喷砂设备对试件表面约40mm宽度的环形磨光区域进行喷砂处理,喷砂时间为120s±5s, 每次喷砂换新刚玉粉。喷砂去除试件表面的沥青膜,使粗集料露出。
(4)喷砂结束后,以吹空气方式去除试件表面所有残留的颗粒。
3.8.4 在磨光试验前,试件表面朝下水平放在一个平板上,在23℃±5℃室温下保温不少于120min;试验过程中,试件应保持在23℃±5℃室温条件下。
4 试验方法与步骤
4.1 试件磨光
4.1.1 将试件固定在磨光单元的夹持器中,保持试件的表面水平。
4.1.2 将磨光单元的磨盘降低到试件表面,并施加392N±3N的静荷载。
4.1.3 打开磨光液供给单元的喷嘴,然后以500r/min±5r/min的速度开始进行试件加速磨光。
4.1.4 持续磨光90000次后,停止磨光。用5L/min±1L/min流速的水流冲洗试件表面,冲洗180s±5s,彻底去除表面的磨料等异物。再按照4.2的要求测定摩擦系数。
4.1.5 在一次持续磨光过程中,磨光次数的10%到90%范围内,扭矩测量结果波动不超过平均值的±10%,否则该试件应废弃。
4.1.6 也可按照不同试验目的,选择不同磨光次数。当评价试件的摩擦系数衰减曲线时,建议按如下方法测定:
(1)对于喷砂处理的试件,测定磨光次数为4500、7500、15000、22500、30000、45000、90000、135000、180000、225000、270000。
(2)对于未经喷砂处理的试件,测定磨光次数为1000、2000、3000、4000、5000、6000、7000、8000、10000、15000、20000、50000、90000、180000、270000。
(3)完成一个预定次数的磨光后,按4.1.4冲洗试件,按4.2测定摩擦系数;摩擦系数测定之后,再按同样方法磨光至下一个预定次数、测定摩擦系数。
4.1.7 整个磨光试验结束后,清理磨光系统。磨料沉积物不得重复使用。
4.1.8 一组试验应至少平行测试2个试件。
4.2 测定试件摩擦系数
4.2.1 在进行试件摩擦系数测定之前,首先采用摩擦系数标准板,检验测定磨光值 与其标称值的相对误差应不大于标称值±3。
4.2.2 将试件通过滑轨移动到摩擦测试单元的摩擦测头正下方,并固定。
4.2.3 启动摩擦系数测试单元,在摩擦测头抬起状态,转速加速至50r/s±1r/s;在加速过程中,当摩擦测头转速达到45r/s±1r/s时,开启供水系统喷水。
4.2.4 一旦转速达到50r/s±1r/s,摩擦测头自动脱开,下降至喷水的试件表面,以253N±3N的垂直压力接触试件表面。然后,摩擦测头在试件摩擦阻力作用下速度逐渐下降,直至完全停止旋转。
4.2.5 记录摩擦测头在整个速度范围内的扭矩,采样频率不大于100Hz。
4.2.6 每个试件在摩擦系数测定前后,均测定2次摩擦系数标准板的摩擦系数,前后两次测定的摩擦系数之差应不大于10%;否则,该试件测试的数据无效。
4.2.7 完成所有试件摩擦系数测定后,清理摩擦系数测定单元。
5 数据处理
5.1 按式(T07601)计算单个试件不同速度下的摩擦系数,精确至0.01。(T0760-1)
式中:μv——速度V(km/h)时的摩擦系数,无量纲;
My——速度V时扭矩,N·m;
F₂——垂直荷载,N;
r——滑块中间圆曲线的半径,m。
5.2 绘制一个试件的摩擦系数μγ-速度V的曲线,采用6次多项式拟合μγ-V曲线,根据拟合曲线计算旋转速度60km/h下的摩擦系数;取2个试件速度60km/h下的摩擦系数的算术平均值,记为μ60,精确至0.01。
5.3 当两个试件的速度60km/h下的摩擦系数差值大于3.5时,则再测试一个试件,取三个试件中差值最小的两个试件的算术平均值,记为μ6,精确至0.01。
5.4 按5.1和5.2方法,计算摩擦系数标准板首次和末次测定的摩擦系数,取两个测定值的算术平均值,记为μ60,精确至0.01。
5.5 按式(T0760-2)计算摩擦系数μ60,作为沥青混合料的摩擦系数试验结果,精确至0.1。
μ60=M₆0-μk60+μ(T0760-2)
式中:M₆0——沥青混合料速度60km/h下的摩擦系数,无量纲;
H₆——2个试件的速度60km/h下的摩擦系数算术平均值,无量纲;
μk60——摩擦系数标准板2次测定的速度60km/h下的摩擦系数算术平均值,无量纲 ;
μ——摩擦系数标准板的速度60km/h下的摩擦系数标称值,无量纲。
5.6 当进行沥青混合料抗滑性能验证时,以磨光90000次作为试验的磨光标准。
5.7 当评价沥青混合料抗滑性能衰变规律时,可分别计算4.1.6不同磨光次数的μ60,绘制摩擦系数μ60-磨光次数曲线。
6 允许误差
6.1 摩擦系数重复性试验的允许误差为2.4。
6.2 摩擦系数再现性试验的允许误差为7.4。
7 报告
7.1 试验项目名称和执行标准。
7.2 样品的编号、名称、产地和规格。
7.3 接样日期、样品描述。
7.4 试验日期,仪器设备的名称、型号及编号。
7.5 试件制件方式、是否喷砂、磨光次数;摩擦系数μv-速度V的曲线;摩擦系数μ6₀-磨光次数曲线(必要时);摩擦系数μ60、μ60、M60、M。
7.6 其他需要说明的情况。
产品相关关键字:T0760-2025 沥青混合料磨光性能测定方法
如果您对T0760-2025 沥青混合料磨光性能测定方法感兴趣,想了解更详细的产品信息,请与销售部联系:13905696738
|
|
|
|